仍然是以刮研為主。將大頭軸瓦夾持在虎鉗上,要求水平,用三角刮刀,刀口與刮削面成300,吃刀量不能太深,從軸瓦對剖分面邊緣向中心刮削。在油槽附近5mm處要求貼合面大,以減小潤滑油的泄漏或不能形成油膜。當軸瓦與曲柄銷對研著色找點時,曲柄銷必須放置水平,或者將曲軸裝在已修好的前后軸承上水平放置,切忌傾斜或直立安放,否則軸瓦要刮偏。刮研中要求點子大小要均勻,刮后應達到在25mm x25mm的面積上有19一25點。若同一軸上有幾副軸瓦,則每副軸瓦之間點數(shù),點子的大小應盡量一致不宜差距過大,否則也會燒瓦。軸瓦刮研好后,一般用增減剖分面間的墊片來保證其間隙要求數(shù)值。調(diào)整墊片的總厚度一般不宜超過0. 3mm,過大將影響設備質(zhì)量。然后將各軸瓦對號入座,裝配在曲柄銷上,旋緊連桿螺母(用測力扳手),使各螺母緊度一樣。最后分別將各連桿,從水平位置上輕輕放下。
如圖7-19所示為連桿大頭軸瓦示意圖。如果連桿緩緩繞著軸線向下轉(zhuǎn)動,且到鉛垂位置時無太大的來回擺動,即可認為軸瓦刮研良好。
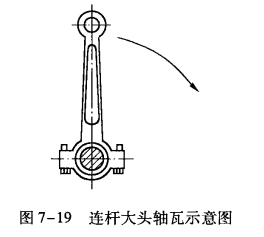
連桿大頭軸瓦可以沿軸向有平行移動,但不能扭動,否則說明軸瓦刮偏或曲柄銷有嚴重的橢圓度、圓錐度。一般說來,一副軸瓦上半瓦點子比下半瓦點子多些為好。對于上半軸瓦或下半軸瓦本身而言,軸瓦頂部點子應比軸瓦的兩側(cè)和兩端的點子稀疏一些。總之,各軸瓦的點子稀密最好一致,否則運行中勢必要燒點子密的軸瓦。
當連桿活塞裝入汽缸時,也可進一步檢查軸瓦的刮研質(zhì)量。從活塞頂部用塞尺檢查活塞與汽缸的間隙,如果間隙不均勻,則說明軸瓦偏了,需要糾正。對于汽缸布置形式為V形或W形,則從活塞頂部觀察。因為重力作用關系,上、下、左、右4點中,下面可能沒有間隙,但左右兩面不應有間隙不均的現(xiàn)象。
對于薄壁軸瓦,由于合金層很薄(小于1mm),只有極微小的刮研量,故磨損到一定程度后就應更換。